关键词 |
黑龙江生产贴片焊接,吉林贴片焊接,贴片焊接电话,热门贴片焊接 |
面向地区 |
全国 |
经营模式 |
合作 |
北京电路板PCB焊接加工厂家,为您提供精密的电路板焊接,PCB焊接、样板打样焊接、小批量焊接,pcb板焊接、线路板焊接、电子元器件老化、PCBA组装和包装发货及元器件代购等焊接服务。
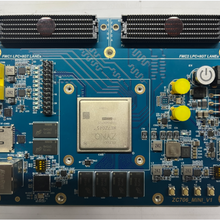
产品名称:北京高密电路板焊接-PCB焊接
所属行业:光信号传输
整体密度:高
阻容封装:0402(指小封装)
芯片密度:高
BGA个数:2个
BGA密度:0.6mm(指小密度)
板 厚:2.5mm
物料种类:122种
BGA焊接采用的回流焊的原理。这里介绍一下锡球在焊接过程中的回流机理。
当锡球至于一个加热的环境中,锡球回流分为三个阶段:
预热
,用于达到所需粘度和丝印性能的溶剂开始蒸发,温度上升必需慢(大约每秒5° C),以限制沸腾和飞溅,防止形成小锡珠,还有,一些元件对内部应力比较敏感,如果元件外部温度上升太快,会造成断裂。
助焊剂(膏)活跃,化学清洗行动开始,水溶性助焊剂(膏)和免洗型助焊剂(膏)都会发生同样的清洗行动,只不过温度稍微不同。将金属氧化物和某些污染从即将结合的金属和焊锡颗粒上清除。好的冶金学上的锡焊点要求“清洁”的表面。
当温度继续上升,焊锡颗粒单熔化,并开始液化和表面吸锡的“灯草”过程。这样在所有可能的表面上覆盖,并开始形成锡焊点。
回流
这个阶段为重要,当单个的焊锡颗粒全部熔化后,结合一起形成液态锡,这时表面张力作用开始形成焊脚表面,如果元件引脚与PCB焊盘的间隙超过4mil(1 mil = 千分之一英寸),则极可能由于表面张力使引脚和焊盘分开,即造成锡点开路。
冷却
冷却阶段,如果冷却快,锡点强度会稍微大一点,但不可以太快否则会引起元件内部的温度应力。
对于BGA的焊接,我们是采用BGA Rework Station(BGA返修工作站)进行焊接的。不同厂商生产的BGA返修工作站采用的工艺原理略有不同,但大致是相同的。这里先介绍一下温度曲线的概念。BGA上的锡球,分为无铅和有铅两种。有铅的锡球熔点在183℃~220℃,无铅的锡球熔点在235℃~245℃.
从以上两个曲线可以看出,焊接大致分为预热,保温,回流,冷却四个区间(不同的BGA返修工做站略有不同)无论有铅焊接还是无铅焊接,锡球融化阶段都是在回流区,只是温度有所不同,回流以前的曲线可以看作一个缓慢升温和保温的过程。明白了这个基本原理,任何BGA返修工作站都可以以此类推。这里,介绍一下这几个温区:
预热区
也叫斜坡区,用来将PCB的温度从周围环境温度提升到所须的活性温度。在这个区,电路板和元器件的热容不同,他们的实际温度提升速率不同。电路板和元器件的温度应不超过每秒2~5℃速度连续上升,如果过快,会产生热冲击,电路板和元器件都可能受损,如陶瓷电容的细微裂纹。而温度上升太慢,焊膏会感温过度,溶剂挥发不充分,影响焊接质量。炉的预热区一般占整个加热区长度的15~25 %。
保温区
有时叫做干燥或浸湿区,这个区一般占加热区的30 ~ 50 %。活性区的主要目的是使PCB上各元件的温度趋于稳定,尽量减少温差。在这个区域里给予足够的时间使热容大的元器件的温度赶上较小元件,并焊膏中的助焊剂得到充分挥发。到活性区结束,焊盘、焊料球及元件引脚上的氧化物被除去,整个电路板的温度达到平衡。应注意的是PCB上所有元件在这一区结束时应具有相同的温度,否则进入到回流区将会因为各部分温度不均产生各种不良焊接现象。一般普遍的活性温度范围是120~150℃,如果活性区的温度设定太高,助焊剂(膏)没有足够的时间活性化,温度曲线的斜率是一个向上递增的斜率。虽然有的焊膏制造商允许活性化期间一些温度的增加,但是理想的温度曲线应当是平稳的温度。
回流区
有时叫做峰值区或后升温区,这个区的作用是将PCB的温度从活性温度提高到所推荐的峰值温度。活性温度总是比合金的熔点温度低一点,而峰值温度总是在熔点上。典型的峰值温度范围是焊膏合金的熔点温度加40℃左右,回流区工作时间范围是20 - 50s。这个区的温度设定太高会使其温升斜率超过每秒2~5℃,或使回流峰值温度比推荐的高,或工作时间太长可能引起PCB的过分卷曲、脱层或烧损,并损害元件的完整性。回流峰值温度比推荐的低,工作时间太短可能出现冷焊等缺陷。
冷却区
这个区中焊膏的锡合金粉末已经熔化并充分润湿被连接表面,应该用尽可能快的速度来进行冷却,这样将有助于合金晶体的形成,得到明亮的焊点,并有较好的外形和低的接触角度。缓慢冷却会导致电路板的杂质更多分解而进入锡中,从而产生灰暗粗糙的焊点。在极端的情形下,其可能引起沾锡不良和减弱焊点结合力。冷却段降温速率一般为3~10 ℃/ S。
PCB板的设计一般好的板子不仅节约材料,而且各方面的电气特性也是很好的,比如散热、防干扰等。
对电路板焊接焊接质量的检查方法有目视法、红外探测法、在线测试法等。在这几种方法中,经济、常用的是目视法,它经济方便、简单可行。其它几种方法需一定的设备支持。它们虽投资较大,但可高的检查可靠性。
红外探测法利用红外光束向电路板焊接焊点辐射热量,再检测焊点热量释放曲线是否正常,从而判别该焊点内部是否有空洞,达到间接检查焊接质量的目的。这种检查方法适合于大批量、自动焊接,且焊盘一致性好、元器件体积差别不大的情况。否则,其它因素对于焊点散热特性影响太大.误检率就会增大。由于这种检测方法受到的限制条件较多,毕竟任何一种电路板焊接的焊点大小都会有差别。因此,在电子产品检测中应用较少。
电路板和元器件在焊接过程中产生翘曲,由于应力变形而产生虚焊、短路等缺陷。翘曲往往是由于电路板的上下部分温度不平衡造成的。对大的PCB,由于板自 身重量下坠也会产生翘曲。普通的PBGA器件距离印刷电路板约0.5mm,如果电路板上器件较大,随着线路板降温后恢复正常形状,焊点将长时间处于应力作 用之下,如果器件抬高0.1mm就足以导致虚焊开路。
北京电路板焊接厂家选择楚北京楚天鹰科技,主营业务:电路板焊接,样板焊接,线路板焊接,PCB焊接,实验板焊接、贴片焊接、BGA焊接,电子加工,钢网制作,PCB制板等业务。北京楚天鹰电子技术有限公司是一家的电路板焊接加工厂、精细线路板焊接厂家、快速SMT贴片加工、高密样板焊接厂、PCB焊接加工、高密度BGA焊接及返修,高温PCB制板,元器件代购焊接加工,钢网制作,产品组装调试等。为客户提供服务,让客户省心放心,同时也大大节约了客户的开发成本。工厂设立于昌平区中关村科技园内。业务范围:济南电路板焊接厂家 青岛 淄博线路板工厂 枣庄 东营 烟台线路板焊接加工 潍坊 济宁 泰安 威海加工电路板 日照 莱芜 临沂 德州电路板 聊城 滨州 菏泽 东城 西城 海淀 朝阳 石景山电路板焊接厂 丰台 通州 顺义 大兴 昌平 房山 怀柔 平谷 大连线路板焊接加工,吉林线路板焊接厂,沈阳电路板焊接加工,西安电路板焊接 天津线路板焊接
延吉样板焊接厂哈尔滨PCB焊接加工 齐齐哈尔市 鸡西市 鹤岗市 双鸭山市 大庆PCB焊接厂家。伊春市 佳木斯市 七台河市 牡丹江市 黑河市 绥化市 。石家庄PCB焊接工厂、唐山、秦皇岛线路板焊接加工、邯郸、邢台、保定样板焊接加工厂、张家口、承德、沧州电路板焊接加工、廊坊电路板焊接厂,衡水
乌鲁木齐市、和平。河西。河东。南开。红桥。河北。上海 、乌苏市、大同电路板焊接厂、朔州、忻州、 太原电路板焊接 阳泉、晋中、吕梁、 长治、 临汾、晋城、运城、 忻州、太原样板焊接加工、
我们秉承着帮客户解决问题,替客户节约成本,为客户创造价值的理念致力于电路板焊接事业,经过我们2年的努力,现已稳定拥有1000多家研发公司的焊接业务。我们各施其责电路板的焊接质量,各施其力电路板焊接的交货期限,与客户保持着长期稳定的合作关系。与我们长期合作的客户群体主要涉及石油开采、电力、光通讯、太阳能、视频监控和采集、工业控制、DSP高速信号处理、IC卡物联网等产品。因为专一,所以。因为专注,所以。希望贵公司能给予我们一次合作的机会。
地址:北京市昌平区 联系人:陈先生
电路板焊接 把电路板焊接好是我们一贯的追求 。
我们以的技术,提供的保障。质量,价格从优。
北京地区可免费上门送 取产品。期待与您合作,欢迎来电垂询。
全国贴片焊接热销信息